Aerosol cans are essential packaging solutions for industries like cosmetics, household chemicals, automotive products, and more. But before they’re filled with products, they start as raw materials transformed into precision-engineered containers. At Guangzhou Mijia Aerosol Can,we specialize in supplying high-quality empty aerosol cans for global manufacturers. Let’s explore how they’re made.
1. Aerosol Can Material Selection: Tinplate VS Aluminum
Empty aerosol cans are typically made from:
Tinplate(tin-coated steel): Strong, cost-effective, and widely used for industrial products.
Aluminum:Lightweight, rust-resistant, and ideal for cosmetics, pharmaceuticals, and food-grade products.
The choice depends on the product’s requirements (pressure resistance, corrosion resistance, weight, and cost).
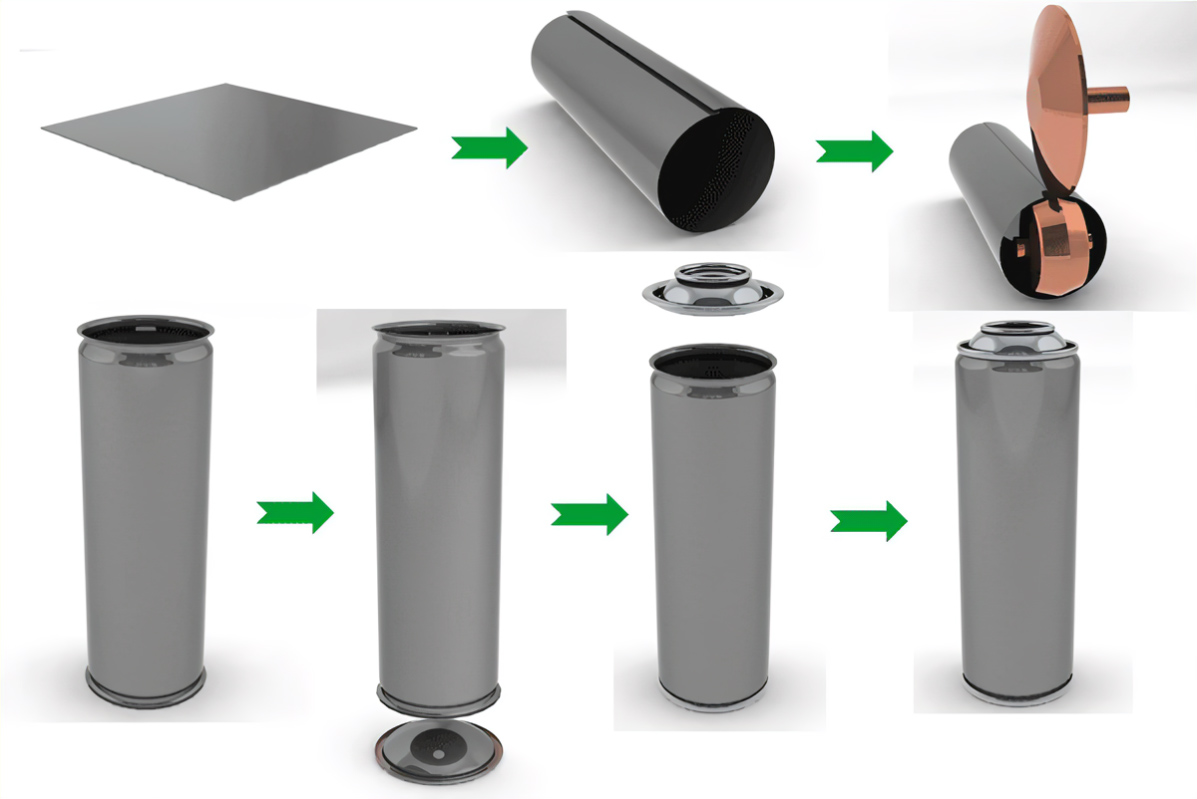
2. Aerosol Can Manufacturing Process
Step 1: Metal Sheet Cutting & Cup Formation
- Large metal coils are cut into small discs.
These discs are pressed into shallow cups using a mechanical or hydraulic press.
Step 2: Deep Drawing – Shaping the Can Body
- The cups are stretched and thinned in multiple stages to form a seamless cylindrical can.
This ensures no weak seams, critical for holding pressurized contents.
Step 3: Wall Ironing (For Aluminum Cans)
- Aluminum cans undergo wall ironing to achieve uniform thickness.
- Steel cans may skip this step, depending on design.
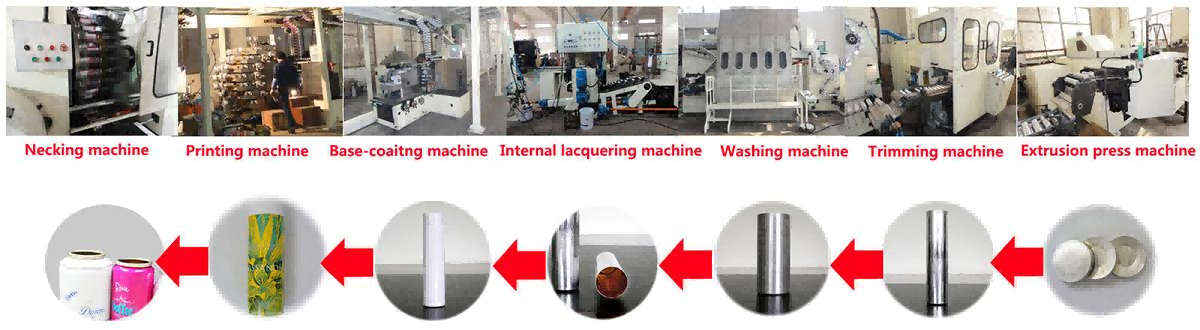
Step 4: Washing & Drying
- The formed cans are cleaned to remove lubricants and metal residues.
- Ensures a clean surface for coating and printing.
Step 5: Necking & Flanging
- The top of the can is narrowed (necked) to fit the valve.
- A flange is added to create a secure seal for the valve assembly.
Step 6: Internal Coating (Lacquer Application)
- A protective epoxy or polymer lacquer is sprayed inside to prevent corrosion.
- Critical for products like paints, chemicals, or food-grade aerosols.
Step 7: External Printing & Decoration
- High-speed printing applies branding, labels, and safety warnings.
- Options:Offset printing, UV printing, or shrink sleeves for premium designs.
Step 8: Quality Testing
- Leak testing (pressure checks)
- Dimensional accuracy (height, diameter, valve fit)
- Coating integrity(to prevent rust or chemical reactions)
Why Choose Guangzhou Mijia for Empty Aerosol Cans?
✔ Global supplier with more than 10 years of experience in aerosol packaging
✔ Custom sizes & designs(50ml to 1000ml+ cans)
✔ Compliant with international standards(DOT, EU, REACH)
✔ Sustainable options (recyclable materials, eco-friendly coatings)
✔ OEM/ODM services (private labeling, custom shapes, and valve options)
Applications of Our Empty Aerosol Cans
- Cosmetics:Hairsprays, deodorants, shaving foams
- Household:Air fresheners, cleaning sprays, disinfectants
- Automotive:Lubricants, brake cleaners, degreasers
- Industrial:Paints, adhesives, coatings